试环-试块滑动磨损试验方法是材料类评定摩擦磨损性能的试验方法,金属材料参考国标《GB/T 12444-2006 金属材料磨损试验方法 试环-试块滑动磨损试验》,塑料及塑料基复合材料参考国标《GB/T 3960-89 塑料滑动摩擦磨损试验方法》。
国标GB/T 12444-2006 试验结果处理时指出:“在块试样磨痕中部及两端(距试样边缘1mm处)测量磨痕宽度,取3次测量平均值作为一个试验数据,标准尺寸试样三个位置的磨痕宽度之差大于平均宽度值20%时,试验数据无效”。国标GB/T 3960-89也同样明确指出:“本标准以磨痕宽度来表征磨损量。测量三点,取平均值,各点之差不得大于1mm。”换句话说,就是试环-试块滑动磨损试验方法试验结束,试块的整体磨痕宽度须在标准规定的范围之内,否则试验无效。可见,试验结束后磨痕的状态直接表征试验的有效性。
同时,若试验结束后的磨痕状态不规则,也同样会在一定程度上影响磨损量的结果,摩擦系数也必然会受到一定程度的影响。虽然,标准GB/T 12444-2006有说明:“由于试块在磨损中受材料转移、氧化膜行程、润滑剂渗透等影响,试块的磨损量一般不用质量损失计算。”但是,对部分材料来说,在一定条件下做磨损对比性试验,还是有一定的参考意义。那么磨痕的不规则性是怎样造成的,又与哪些方面的因素有关系?
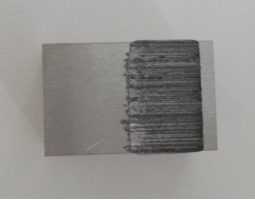
如下图,为在济南益华摩擦学测试技术有限公司生产的设备MRH-3型 高速环块摩擦磨损试验机上作的一组比照试验。照片为试验结束后的磨痕状态。观察照片可知,图2接近于标准磨痕状态,整体宽度、状态相对比较均匀、规则,而图1磨痕形状为梯形偏离标准要求的磨痕状态,更有严重偏离标准要求的结果接近于三角形。